在機械設備使用過程中, 軸的局部磨損是不可避免的。磨損的部分會影響設備的正常運轉(zhuǎn)。因此, 如何修復、快速修復被磨損的部分是設備維修中的一個重要問題。
電刷鍍可以解決這一問題。所謂電刷鍍, 是指在常溫和無槽條件下, 在工件表面局部快速電沉積金屬的新技術。它在提高零件的使用壽命和可靠性、
增產(chǎn)節(jié)約、修舊利廢等方面都具有重要作用和廣闊的發(fā)展前途
1.電刷鍍的基本原理
電刷鍍是有槽電鍍技術的發(fā)展, 它仍然依靠電流的作用來獲得所需要的金屬鍍層。因此其基本原理和有槽電鍍相同。
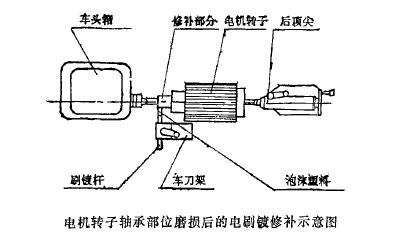
在進行
電刷鍍時, 先將有包套的陽極飽吸電鍍液, 然后與工件( 陰極) 接觸,并作相對運動。電鍍液中的金屬陽離子在電場作用下遷移到工件( 陰極) 表面發(fā)生還原反應, 被還原為金屬原子, 形成金屬鍍層。隨著操作時門的延長, 沉積的金屬鍍層逐漸增厚, 直至達到要求的厚度。如圖所示
2.電刷鍍的工藝過程
堿性清洗→水洗→有機溶劑清洗→水洗→電洗→活化→再次水洗→電洗
→活化→補三次水洗→爭電洗→過渡層刷鍍→金屬刷鍍
3. 天津近代化學廠應用電鍍刷的情況
(1)該廠1985年引進西德行星齒輪擠出機, 其主電機為275kw 直流機。由于軸承故障將裝軸承部位磨小了-25mm , 導致轉(zhuǎn)子失去平衡, 運行時產(chǎn)生振動,全生產(chǎn)線被迫停產(chǎn)。當時考慮的解決途徑: 一是利用國產(chǎn)直流電機代替, 造價3萬余元,半年交貨, 進廠后還要另加底座并用換軸方法進行修理,工作量大,還需外協(xié), 加工周期一個月左右, 材料及工費3000多元, 二是與天津機械涂層研究所合作, 采用電刷鍍工藝, 用普通車床有三天時間即可完成修補工作, 加工費500元, 拆裝只用6 天, 比使用國產(chǎn)電機節(jié)約3.472萬元; 比更換新軸節(jié)約2500元。
(2)1968年購買的HS-70型密煉機, 使用20 多年。1990年發(fā)現(xiàn)減速箱輸入軸及輸出軸密封處漏油。經(jīng)拆檢發(fā)現(xiàn), 軸被密封環(huán)研磨, 局部出現(xiàn)溝槽。如果更換輸入軸, 由于輸入軸為齒輪軸, 因此輸出軸的齒輪也要重新加工, 這樣2棵軸、2個齒輪的加工費6 3 0 0元,加工時間40天。后來,與某噴鍍廠聯(lián)系, 采用電刷鍍工藝, 以電刷鍍、摩削等手段用一周時間完成二顆軸的加工任務, 加工費1100元。比重新做二顆軸及齒輪節(jié)約了5200元。
4.電刷鍍工藝的優(yōu)缺點
電刷鍍的優(yōu)點:
(1) 設備簡單 不用鍍槽, 對于一些磨損面積較小的特大工件, 采用電刷鍍工藝可把電刷鍍設備運到現(xiàn)場修復。
(2) 速度快 由于飽吸電鍍液的陽極和工件之間有相對運動, 因而電刷鍍允許使用比槽鍍大幾倍到幾十倍的電流密度, 可以獲得較快速度, 縮短施工周期。
(3) 適用于各種基材 電刷鍍可以在各種基體材料上進行。且在一些特殊材料上的電刷鍍鍍層, 其結(jié)合強度比一般電鍍高, 因而具有較高的應用價值。
(4) 能在局部地方進行電刷鍍, 避免了不需要電刷鍍的部位受到電解質(zhì)的腐蝕。電刷鍍也有如下缺點:
(1) 一般都是用手工操作, 勞動強度大。
(2)包裹陽極的吸收材料使用壽命不長。
電刷鍍技木在我國是一項新技術。目前, 國內(nèi)有許多科技工作者在從事這項技術的開發(fā)和推廣, 新的研究成功不斷涌現(xiàn)。相信隨著電刷鍍技術的不斷完善和提高, 在機械設備的修復方面將變得更快速、更經(jīng)濟。


 辦公地址:武漢市江岸區(qū)二七路224號A區(qū)2樓
辦公地址:武漢市江岸區(qū)二七路224號A區(qū)2樓